The phrase ‘smart factory’ was first coined in 2011 at German trade exhibition, the Hanover Messe. The term describes a highly digitalized environment in which machinery optimizes and operates autonomously. Yet, despite being in our vocabulary for almost a decade, smart factories are not yet commonplace. I’d like to point out that ‘connected factories’ could be the first step of achieving digitalization in manufacturing.

A connected factory describes a facility that uses digital technology for seamless information exchange between people, machines and sensors. Unlike smart factory initiatives, there is less focus on machinery and more focus on connectivity.
Connected factory initiatives can run alongside smart factory projects. However, the connected factory goal is wholly focused on automating mechanical processes but achieving an ideal state of production through sustainable productivity, self-correction, and quality. But, how is this state achievable?
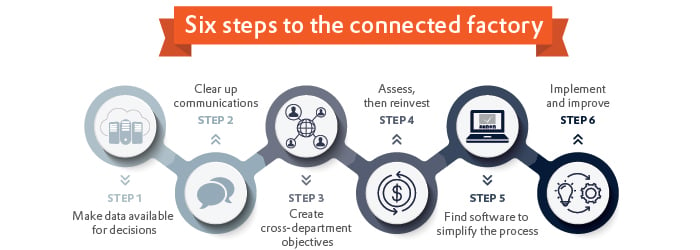
Step one: Make data available for decisions
Connected factories are desirable due to their unique offering to workers and empowering them to make decisions. Consider a maintenance engineer as an example. In a connected factory, the engineer will have visibility of the entire plant’s operations through connectivity between machinery, sensors and factory software.
Using a software platform with an appropriate dashboard, they can filter the data of a specific machine and overlay this with the plant’s production schedule. Using this insight, they can decide on the optimal time to schedule maintenance.
The connected factory’s combination of control, visibility and flexibility enables workers to make better decisions — a sheer contrast to the misconception that highly digitized manufacturing plants disadvantage employees and displace jobs.
Step two: Clear up communications
Connected factories also provide a common language for different stakeholders. As the aforementioned maintenance engineer will find empowerment through machine performance data, the same is true for production operators, energy managers and c-level executives and their respective datasets.
Unlike the business jargon that often riddles cross-department conversations in industry — think Industry 4.0, cyber-physical systems and discussions around industrial ergonomics — connected factories provide data-driven knowledge. Data is objective and can be processed in a way that everyone understands.
Step three: Create cross-department objectives
When communication is enabled across multiple pieces of software, it allows different business areas to collaborate and set more intricate and cross-department objectives. Objectives can be related to quality, sustainability, flexibility, wastages and more — that’s in addition to the obvious production gains of digitalization projects.
Once objectives are confirmed, it is possible for each employee to determine the ideal status of a facility based on their requirements. For instance, if the maintenance engineer plans to achieve zero unplanned downtime due to equipment breakdown, he or she can determine an ideal production schedule for the machinery’s lifespan.
This should be replicated in all areas of the business, from determining cycle times to product delivery, through to the energy efficiency of the plant.
Step four: Assess, then reinvest
Greater visibility of data can also provide organizations with an assessment of the costs, benefit and return on investment (ROI) of the changes they plan to make. Let’s imagine a production manager hopes to reduce changeover times by rescheduling production in a more optimal way. Using intelligent factory software, the predicted results of this change can be automatically generated, along with insights of how this could impact the rest of the site.
What’s more, this data can be integrated with other areas of the business, such as enterprise systems like enterprise resource planning (ERP). Let’s say that changes to the production schedule result in wasted materials — this could be possible in food, beverage, pharmaceutical applications or any sector with expiring ingredients. By integrating data from other areas of the business, the consequences of this change will be realized ahead of time.
Step five: Find software to simplify the process
With knowledge from the previous steps, manufacturers can evaluate how to achieve these objectives with their existing technology. Usually, this is entirely achievable with the use of industrial control software, like COPA-DATA’s zenon.
However, this is also the step to consider whether other technologies are required to meet these objectives. For example, if a change in the previously mentioned production schedule is not possible with manual labor, could robotic technology be used to increase the speed of product changeovers?
Step six: Implement and improve
Unlike the static investment of a piece of automated hardware, investing in connectivity delivers a constant feed of data in which insights can be drawn. As a result, connected factories provide an opportunity for manufacturers to continuously improve their processes
While the futuristic smart factories first imagined at the 2011 Hannover Messe were largely focused on hardware and robotic automation, connected factories that are driven largely by data promise a more achievable – and often more advantageous – way for manufacturers to digitalize their facilities.