
We are in the AI and ChatGPT time, but if you look inside any pharmaceutical manufacturing plant and you’ll likely find legacy equipment. These machines may still perform optimally and generate valuable data, but they are often disconnected from the plant’s IT systems. Without this connectivity, which is essential to keep accurate electronic batch records (EBRs), ensuring data integrity becomes costly and complex. Yet, integrating legacy equipment into a pharmaceutical company’s IT architecture can be challenging.
Why legacy equipment is critical to data integrity
Compliance is a top priority for pharmaceutical manufacturers. For companies producing drugs for the US market, data integrity shortcomings will result in warning letters from the FDA. In Europe, the equivalent disciplinary procedures are Non-Compliance Reports published in the EudraGMDP database. Companies that fail to rectify their data integrity issues can face fines or even criminal prosecutions, leading to reputational damage.
To ensure data integrity, companies must keep accurate batch records containing detailed information on production quality and traceability. Until recently, these records have been predominantly paper-based. However, recent data integrity regulations are now compelling companies to switch to electronic batch records (EBR) typically based on a manufacturing execution system (MES) to maximize accuracy and traceability.
Despite the changing regulatory framework, a survey recently found that around seven in ten pharmaceutical companies were still using paper-based records. The primary obstacle preventing the transition to MES-based EBR is the high cost of integration and validation of legacy equipment due to limited interoperability. These data challenges often stem from inadequate data integration specifications.
Data integration challenges
When pharmaceutical companies purchase equipment, they often prioritize performance, quality, and security over data integration and interoperability. Consequently, these companies may inadvertently end up with machines incompatible with the pharmaceutical plant’s MES. The outcome is a more complex operation and higher integration and validation costs, not to mention data integrity challenges.
If the machine can’t communicate with the MES, operators often resort to the manufacturing equipment monitor (MEM) to connect the last mile — the so-called “paper-on-glass” approach. While this method eliminates paper-based processes, operators still manually transcribe the data from one HMI into another. Therefore, this approach doesn’t entirely solve the data integrity challenges associated with paper-based batch records. Furthermore, without a direct integration between manufacturing lines and MES, we can’t implement the so-called “Review by Exception” (RbE), which is key to speeding up the batch release.
Integrating greenfield and brownfield equipment
Several industry bodies have taken initiatives to promote vendor-agnostic data integration architectures in life science manufacturing. This is great news for new machines — the so-called “greenfield”. However, these initiatives don’t solve the issue of integrating "brownfield" legacy equipment. This limitation calls for a new modular approach to integration.
A typical pharmaceutical manufacturing company operates multiple software platforms that feed data to the overarching enterprise resource planning (ERP) to guarantee compliance and process optimization. Beside MES and HISTORIAN, typically involved in GMP related functionality, other platforms include energy data management (EDMS), and Overall Equipment Effectiveness (OEE). All these systems need to connect seamlessly with the manufacturing facility’s hardware.
A typical brownfield scenario involves multiple machines from different vendors, with different PLCs and SCADA systems. These machines’ interfaces may vary according to the type of data — for example, time series data may run on OPC UA while others records like Audit Trails or Alarm history on CSV/XML files or SQL databases. Another challenging topic is the machine recipe management. In other words, a typical pharmaceutical production line has multiple custom interfaces that can be difficult to integrate.
Key steps to a successful Automation Integration Layer
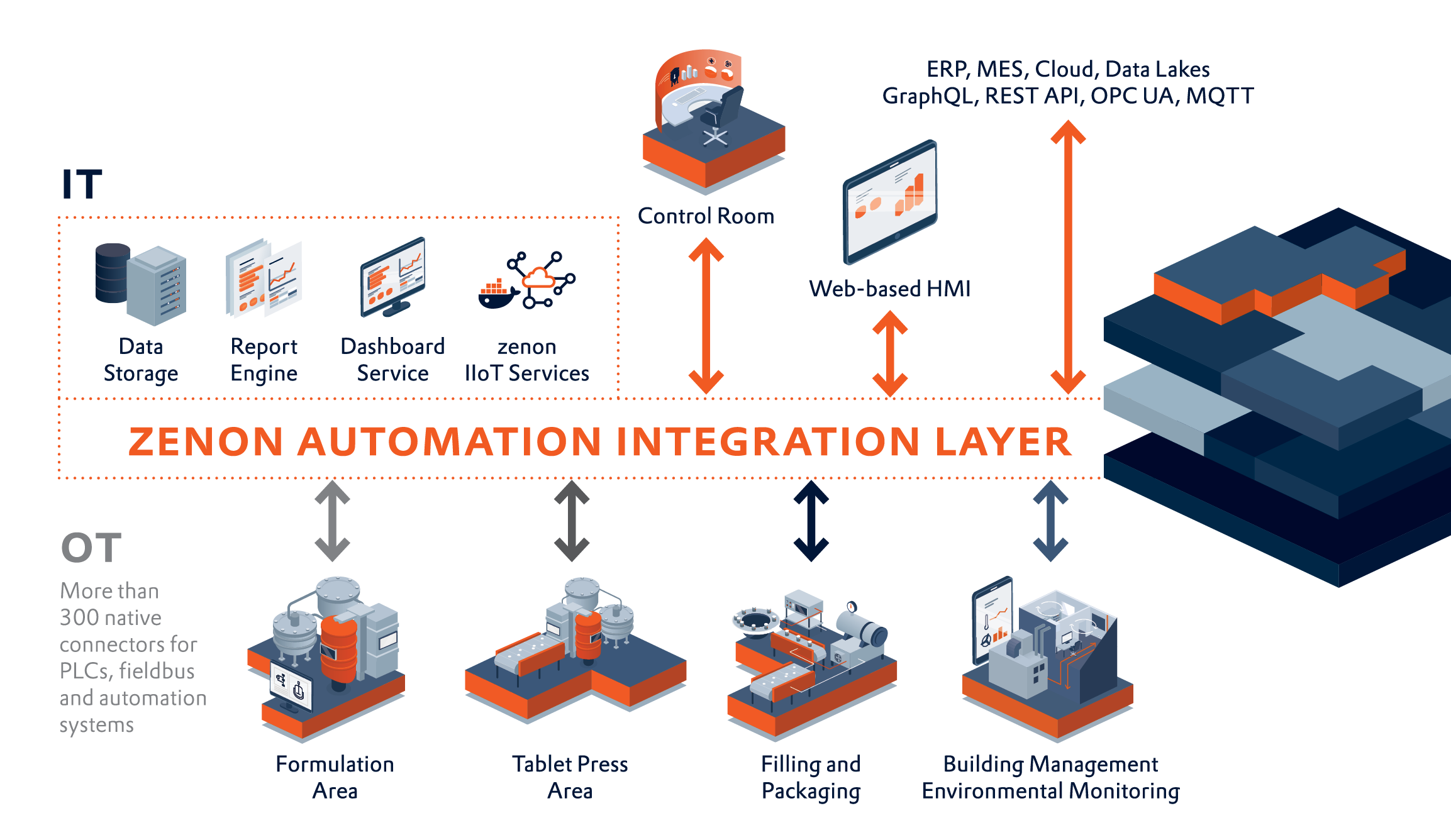
The best approach to overcome data integration complexities in brownfield applications is to create a middleware between OT and IT. This is known as Automation Integration Layer (AIL). This system can contextualize and aggregate data while enabling two-way communication between each machine, whether legacy or new, and the software platforms.
But how can pharmaceutical manufacturers implement an AIL effectively? The first step is the adoption of “low code/no code” software platforms. This approach enables users to gain extended connectivity with machines and devices from multiple vendors, including legacy equipment, without having to write custom code for each machine. For example, the zenon software provides over 300 connection options, connecting with virtually any hardware out-of-the-box.
The second step is applying modular engineering to software and hardware. With platforms like zenon, operators can create a data integration concept for a specific machine that can be easily applied to other equipment in the same category, building a central equipment software library. This concept also enables manufacturers to expand and integrate new equipment seamlessly if they need to scale up production.
The same modular approach also applies to the hardware. Edge components close to the machines are essential to ensure data integration and two-way communication with the IT system, with data securely transferred from the shop floor to the cloud.
The combination of scalable hardware solutions and software libraries allows pharmaceutical manufacturers to integrate machines faster and more affordably. A modular approach based upon an AIL can also benefit large multinational organizations that can utilize the same software libraries across different sites across different countries.
The future is modular
A modular engineering approach based on an AIL can benefit pharmaceutical manufacturers beyond data integrity. Ease of data integration and extended connectivity enables companies to realize the efficiency and productivity gains that new technologies like AI can yield.
Better data integrity leads to greater productivity thanks to faster batch releases. An AIL approach also helps democratize data, as teams across the company can access and analyze data to constantly improve processes, quality, and efficiency. With an AIL, pharmaceutical manufacturers can ensure that all equipment, including legacy and new machines, plays a role in this transformation.